Ako pracovať automatický zvárací stroj
Dopyt po zváraní poloautomatických zariadení na trhu so zváracími zariadeniami každoročne naďalej rastie. Je to vďaka ich zrejmým výhodám: cenovo dostupným nákladom, širokej škále prevádzkových režimov, jednoduchosti nastavenia a prevádzky. Avšak, začínajúci majster nie je vždy schopný zistiť, ako správne používať poloautomatické. Prvá vec, ktorú musíte vedieť, je zariadenie a princíp fungovania jednotky, ako aj základné odporúčania pre výber drôtu na zváranie.
obsah
Zariadenie a princíp činnosti poloautomatického zariadenia
Hlavným účelom poloautomatického zváracieho stroja je oblúkové zváranie s použitím taviacej elektródy, ktorá je vyfukovaná ochranným plynom., Zariadenie sa používa na spájanie nízko legovaných a nízkouhlíkových ocelí, a to ako dlhých, tak aj prerušovaných spojov.

Toto zariadenie je určené na prácu v uzavretých, dobre vetraných priestoroch pri teplote vzduchu od -10 ° C do + 40 ° C.
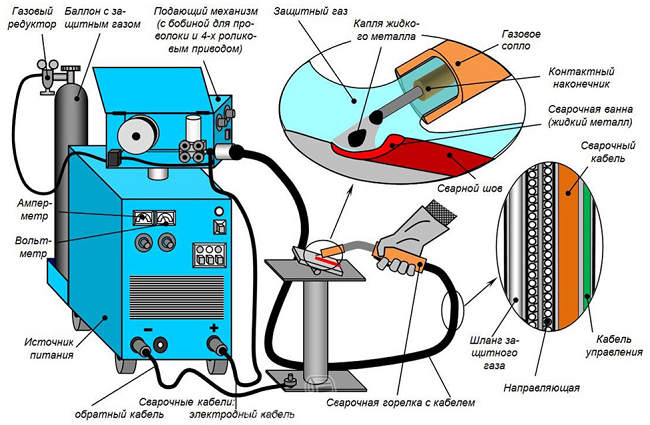
Poloautomatické zariadenie sa skladá z nasledujúce položky:
- hlavná jednotka produkujúca zvárací prúd požadovanej veľkosti;
- jednotka podávania drôtu;
- zvárací horák s pripojeným káblom, cez ktorý prechádza napájací vodič, plynová hadica, riadiaci drôt a vedenie pre drôtovú elektródu.
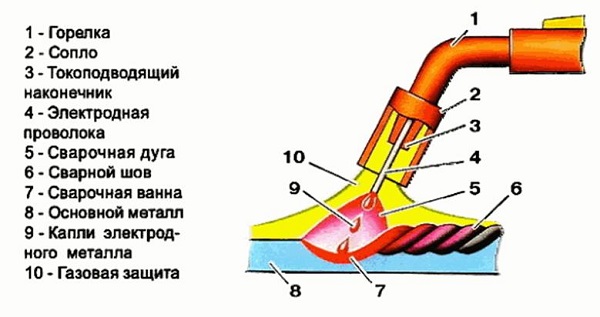
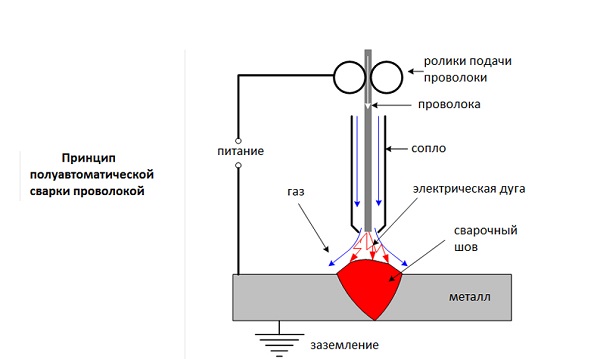
Princíp činnosti jednotky je nasledujúci. Pri stlačení tlačidla štartu umiestneného na rukoväti horáka sa začína dodávka elektródového drôtu (4), prúdu a ochranného plynu cez dýzu (2). Prúd do drôtu preteká cez vodivý hrot (4). Keď prichádza do styku so základným kovom, vzniká elektrický oblúk, ktorý začína taviť elektródu. Kvapky elektródového kovu, padajúce na základný kov (8), tvoria šev (6). Súčasne je zvárací kúpeľ (7) fúkaný ochranným plynom (10), ktorý zabraňuje vnikaniu kyslíka a dusíka z atmosférického vzduchu. Vďaka ochrane plynu je zvar odolný a má vysokú kvalitu.
Prevádzka poloautomatického zariadenia je možná bez ochranného plynu. V tomto prípade sa používa elektródový drôt so špeciálnym práškovým povlakom. Pri vysokých teplotách sa tento povlak odparuje a výsledné plyny vykonávajú ochrannú funkciu pre zváraciu nádrž.
Výber elektródového drôtu
Elektródový drôt je snap, bez ktorého nemôže zvárací stroj pracovať. Podáva sa pomocou špeciálneho mechanizmu a vykonáva funkciu elektródy.
Pre poloautomatické sú dve skupiny materiálov na zváranie:
- pevný drôt;
- drôt s elektródou s dutinkou.
Existuje viac ako 76 typov prvého variantu, ale najčastejšie sa používa len malá časť. Zvyšné typy zariadení sú vysoko špecializované a používajú sa vo výrobe. Hlavnou vecou pri výbere drôtu je typ kovu, z ktorého bude konštrukcia zváraná. Najčastejšie je potrebné variť nízko uhlíkové a nízkolegované ocele s použitím drôtu, ktorý nie je pokovený medeným povrchom a medený drôt.
Medený drôt je najobľúbenejší medzi zváračmi vďaka antikoróznemu náteru. Ale nie každý vie, že počas tavenia medi vo vzduchu dostať škodlivé odparovanie. Bez medeného drôtu je neškodný a má antikorózny náter.
Používa sa aj na poloautomatické drôt s dutinkounevyžaduje prítomnosť varného plynu počas varenia. Elektródový drôt má špeciálne označenie, napríklad: CB 08G2S, Je dešifrovaný takto:
- SV - zvárané drôty;
- 08 – znamená, že hmotnostný podiel uhlíka v zložení nástrojov je 0,08%;
- G - toto písmeno označuje mangán, ktorý je v zložení drôtu;
- 2 - na obrázku je uvedené, že obsah mangánu je 2%;
- C - tento list označuje prítomnosť kremíka v zariadení, ak po liste nie je číslo, potom neobsahuje viac ako 1%.
Nasleduje tabuľka, v ktorej sú dekódované označenia listov všetkých prísad, ktoré tvoria zvárací drôt.
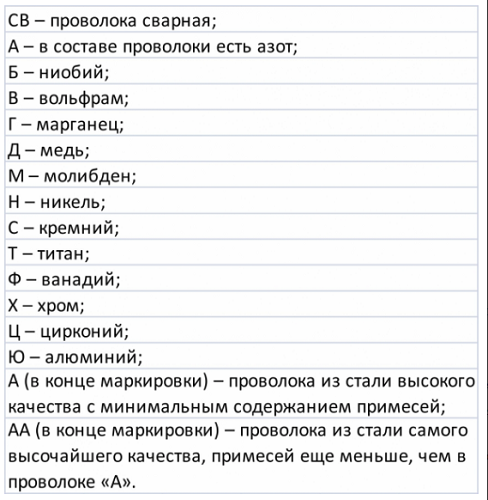
Napríklad pomocou stola je možné rozlúštiť označenie CB-06Х21Н7БТ, čo znamená: zvárací drôt má 0,06% uhlíka, 21% chrómu a niklu - 7%; Drôt je legovaný dvoma kovmi, nióbom a titánom.
Na zváranie nízkolegované ocele (toto je 90% celkového kovového) drôtu 08G2S s priemerom 0,6 mm. Môže sa používať v každodennom živote aj pri oprave tela. Okrem toho môže byť použitý na jednotkách s prúdom do 500A. Na zváranie nehrdzavejúcich ocelí používajte značku drôtu Sv01H19N9. Hliník a meď sa varia v argónovom prostredí, čo zodpovedá zloženiu drôtu. Hliník sa varí s CB-97, CB-A85 a CB-AMts. Na zváranie zariadení používaných na zváranie medi SV-97, CB-A85 a CB-AMts.
Priemer drôtu elektródy sa volí podľa hrúbky zvareného kovu.
Pravidlá poloautomatického zvárania
Po prvé, pri začatí práce s poloautomatickým zariadením musia byť použité časti určené na pripojenie dobre očistené od farby a hrdze, Vyčistite aj miesto, na ktoré bude pripevnená príchytka hmoty.
Ako držať horák
Horák môžete držať jednou rukou, ale kvalita švu bude lepšia, ak použijete obidva. Jedna ruka slúži ako podpera a druhá drží horák.

Týmto spôsobom je ľahšie kontrolovať uhol a vzdialenosť horáka od obrobku, ako aj vykonávať potrebné pohyby na vytvorenie vysoko kvalitného zvaru. Ak chcete mať ruky voľné, potrebujete použite zváraciu maskuktorý je upevnený na hlave.
Ideálny uhol pri práci ako poloautomatický neexistuje. Zvyčajne sa na pripojenie polotovarov ležiacich v rovnakej rovine používa naklonenie horáka (zo zvislej polohy) na 15-20 stupňov. Spojením častí, ktoré sú navzájom pod určitým uhlom, sa používa sklon horáka 45 °. Každý zvárač s nadobudnutím skúseností si vyberá pre seba najvhodnejší uhol sklonu nástroja, berúc do úvahy rôzne situácie.
Pohybový horák
Pre vytvorenie vysoko kvalitného švu existuje mnoho spôsobov pohybu horáka.
- Pre kovy s hrúbkou 1-2 mm aplikovaný vlnitý cik-cak pohyb. Oblúk teda zachytáva obidva plechy kovu a nemá čas ho spáliť. V dôsledku toho je šev utesnený a odolný.
- Na zváranie kovov akejkoľvek hrúbky aplikujte rovný šev, bez akéhokoľvek pohybu nabok. V tomto prípade sa však od operátora vyžaduje, aby mal určitú skúsenosť, takže pri pohybe horáka oblúk rovnomerne pôsobí na obidva protichodné časti.
- Ak prichádza práca hrúbka kovu menej ako 1 mmje potrebné znížiť prúdovú silu a rýchlosť posuvu drôtu, ako aj použiť drôt s menším priemerom. Zváranie by malo prebiehať v krátkych pulzoch, s prestávkou medzi nimi približne 1 sekundu. Na ochladenie kovu a odvádzanie ďalších segmentov do monolitického švu je potrebná pauza.
- Ak párenie dlhé, tenké detailypotom sa zváranie vykonáva s krátkymi segmentmi alebo bodmi umiestnenými v určitej vzdialenosti. Tiež, aby sa zabránilo deformácii častí, môžete variť striedavo, krátke segmenty, s rôznymi koncami párového segmentu.
Rýchlosť zvárania
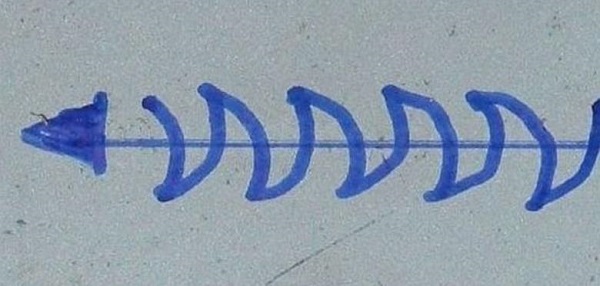
Je to rýchlosť pohybu elektrického oblúka pozdĺž rozhrania častí a je riadená obsluhou poloautomatického zariadenia. Rýchlosť pohybu nástroja by mala zodpovedať napätiu oblúka, rýchlosti posuvu drôtu, hrúbke kovu a požadovanému tvaru švu. Pri vysokých rýchlostiach pohybu horáka sa vytvára množstvo sprejov, ochranný plyn zostáva v rýchlo tuhnúcom šve a spôsobuje v ňom tvorbu pórov. Pri pomalej rýchlosti pohybu horáka sa do materiálu, ktorý ho môže spaľovať, vytvára nadmerný elektrický oblúk. Okrem toho, pri spájaní masívnych častí tvoril hrubý šev. Nasledujúci obrázok ukazuje, ako vyzerajú švy pri rôznych rýchlostiach horáka.

Prietok plynu
Prívod plynu by mal byť postačujúci na zaistenie vyfukovania dodaného drôtu. Pri slabom prúde plynu nebude šev chránený pred oxidáciou. Ale aj pri vysokých prietokoch bude ochrana nedostatočná výskyt turbulencie, Všetky tieto odchýlky od normy spôsobujú, že šev je porézny a krehký. Preto je veľmi dôležité dosiahnuť hladký prívod plynu, takže prúd nespôsobuje turbulenciu a úplne chráni miesto zvárania.
Dĺžka vodiča
Drôt, predtým, ako sa dotkne kovu, musí vychádzať zo špičky o 6-13 mm. Z tejto hodnoty závisí odpor a teplota tohto kusu elektródy, Čím silnejší je drôt od špičky, tým menšia bude veľkosť oblúka. V dôsledku toho bude šev hrubý a úzky, s malým prienikom do kovu. Ak je dĺžka nástroja znížená, penetrácia oblúka do kovu sa zvýši a šev sa stane tenším a širším.
polarita
Polaritou vo zváracom zariadení smer prúdenia vo svojom okruhu, Pri priamej polarite sa na vodič aplikuje záporný náboj a na zvarový diel sa aplikuje kladný náboj. Pri opačnej polarite platí opak: drôt je plus a obrobok je mínus.
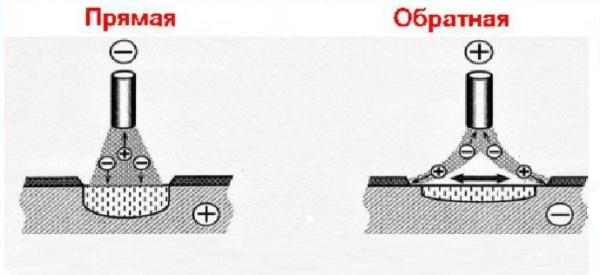
Je to dôležité! Pri práci bez ochranného plynu používa drôt s tavivovým tokom metódu priamej polarity, s polaritou plynu.
Zvuk pri zváraní
Počúvanie zvukov zvárania je dôležité najmä pre začiatočníkov pri učení. Správny zvuk pri zváraní poloautomatickým zariadením sa podobá zvuku pečenia mäsa na panvici. Keď sa ozve „syčanie-bzučanie“, znamená to, že existuje rovnováha medzi aktuálnymi nastaveniami, rýchlosťou privádzania drôtu a plynu. Zmena zvuku počas prevádzky zariadenia môže byť ovplyvnená:
- slabý kontakt medzi váhovou svorkou a časťou;
- prítomnosť zmrazeného spreja na špičke horáka, ktorý zabraňuje normálnemu toku plynu;
- zle očistené od hrdze alebo náteru.
Bezpečnostné opatrenia pri práci
Pri práci so zváracím zariadením je potrebné dodržiavať nasledujúce bezpečnostné opatrenia.
- Zvárač musí chrániť všetky časti tela pred postriekaním horúcim kovom na nich. Za týmto účelom použité pracovné odevytesne prikryté odkryté časti tela, ako aj ochranné rukavice. Oblečenie by malo byť vyrobené z hustého materiálu, ktorý vydrží vniknutie horúceho postriekania. V žiadnom prípade nesmie byť oblečenie vyrobené zo syntetických vlákien, ktoré sa pri vysokých teplotách začnú topiť. Takýto materiál okamžite horí, čo môže spôsobiť popáleniny zváračovi.
- Pretože sa pri zváraní vytvára ultrafialové žiarenie, je potrebné chrániť oči pred použitím maska s tónovaným sklom, Nie je to tak dávno, čo sa na trhu objavili masky s „chameleónovým“ sklom, ktoré stmavnú, keď sa objaví jasné svetlo. Aj iné časti tela by mali byť chránené pred ultrafialovým žiarením.
- Obuv by mala byť uzavretá, aby sa do nej nedostala horúca striekajúca voda.
- Miestnosť, kde sa vykonávajú zváracie práce, musí mať nútené alebo prirodzené vetranie (prítomnosť okien, ktoré možno otvoriť). Vdýchnutie výparov a dymu vznikajúceho pri procese zvárania nepriaznivo ovplyvňuje ľudské zdravie.
/rating_off.png)











