Zmena zváracieho invertora v poloautomatickom zariadení
Automatické zváranie poloautomatických je pomerne populárne zariadenie medzi profesionálnymi a domácimi remeselníkmi, najmä tých, ktorí sa zaoberajú opravou tela. Túto jednotku je možné zakúpiť už v hotovej verzii. Ale mnohí majitelia invertorových zváracích strojov sa pýtajú: je možné previesť menič na poloautomatické zariadenie, aby sa nekupoval iný zvárač? Urobiť poloautomatické zariadenie z meniča vlastnými rukami je dosť náročná úloha, ale so silnou túžbou je to celkom možné.
Obsah
Požadované materiály a nástroje
Na zostavenie jednotky budete potrebovať nasledujúce prvky:
- invertorový zvárací stroj;
- horák, ako aj špeciálnu ohybnú hadicu, v ktorej prechádza plynové potrubie, vedenie vodiča, napájací kábel a elektrický ovládací kábel;
- mechanizmus pre jednotné automatické podávanie drôtu;
- riadiaci modul, ako aj regulátor otáčok motora (PWM regulátor);
- ochranný plynový valec (oxid uhličitý);
- elektromagnetický ventil na vypínanie plynu;
- cievka s elektródovým drôtom.
Ak chcete zostaviť domáci poloautomat zo zváracieho invertora, musí tento stroj vyrábať zvárací prúd najmenej 150 A. Ale bude potrebné ho trochu modernizovať, pretože charakteristiky prúdového napätia meniča nie sú vhodné na zváranie elektródovým vodičom v prostredí ochranného plynu.
Ale o tom neskôr. Najprv musíte urobiť mechanickú časť stroja, menovite podávač drôtu.
Podávač elektródového drôtu
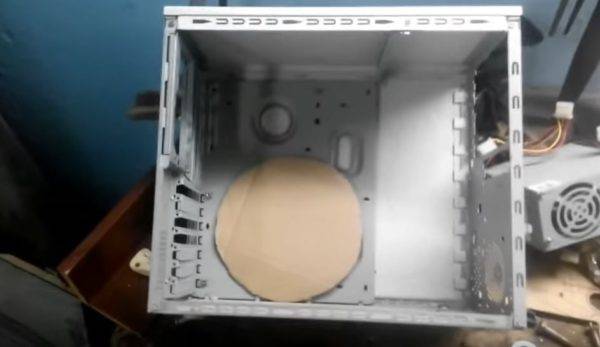
Pretože podávač bude umiestnený v samostatnej skrinke, je ideálny na tento účel. prípad počítačového systému, Okrem toho nie je potrebné vyhodiť napájanie. Môže byť prispôsobený činnosti ťažného mechanizmu.
Pre začiatok musíte merať priemer cievky drôtom alebo ju ťahať na papier, vyrezať kruh a vložiť do tela. Okolo cievky by mal byť dostatočný priestor na umiestnenie ďalších uzlov (napájanie, hadice a mechanizmus na ťahanie drôtu).
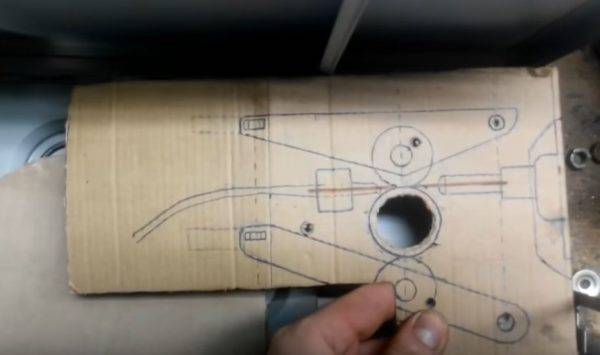
Zariadenie na ťahanie drôtu je vyrobené z mechanizmu stieračov automobilov. Na to je potrebné navrhnúť rám, ktorý bude tiež držať prítlačné valce. Rozloženie musí byť vypracované na hrubom papieri v reálnom meradle.
Podávač musí byť nainštalovaný v puzdre tak, aby bol konektor umiestnený na vhodnom mieste.

Aby sa mohol drôt rovnomerne privádzať, musia byť všetky komponenty upevnené presne oproti sebe. Valce musia byť vystredené vzhľadom na otvor pre prívodnú armatúru, ktorý sa nachádza v konektore na pripojenie hadice.

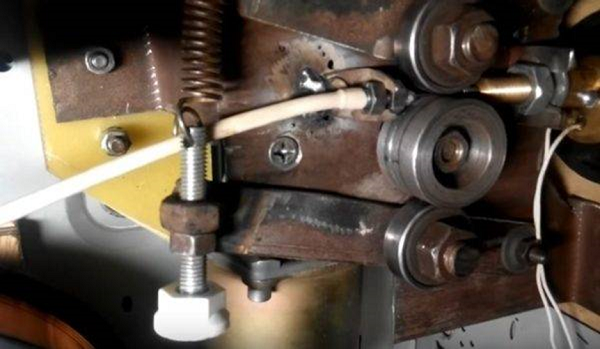
Ako vodiace kladky môžete používajte ložiská s vhodným priemerom. Používajú sústruh na brúsenie malej drážky, cez ktorú sa bude pohybovať drôt elektródy. V prípade mechanizmu môžete použiť preglejku 6 mm hrubú, textolitovú alebo trvanlivú plastovú fóliu. Všetky prvky sú upevnené na základni, ako je znázornené na nasledujúcej fotografii.

Ako sa používa primárny vodič vodiča axiálne vŕtaná skrutka, Výsledkom je zdanie extrudéra. Pri vstupe do dýzy je nasadená na kambriu, vystužená pružinou (pre tuhosť).

Tyče, na ktorých sú valce pripevnené, sú tiež zaťažené pružinou.Upínacia sila je vytvorená pomocou skrutky umiestnenej pod ňou, ku ktorej je pripevnená pružina.

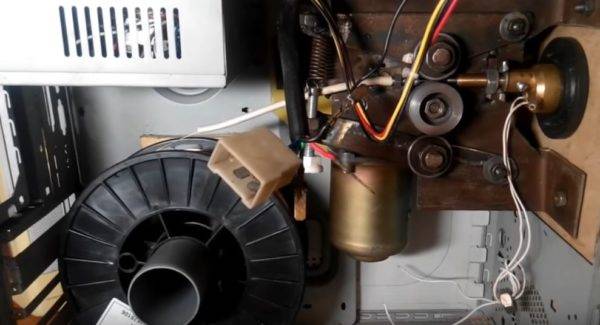
Základ pre upevnenie cievky môže byť vyrobený z malého kusa preglejky alebo PCB a orezanie plastového potrubia vhodného priemeru.

Ďalej musia byť všetky komponenty starostlivo umiestnené v puzdre.
Mechanická kontrola
Aby sa dosiahla dobrá kvalita zvárania počas zvárania, je potrebné zaistiť posuv drôtu pri určitej a konštantnej rýchlosti. Pretože motor zo stierača čelného skla je zodpovedný za rýchlosť posuvu nástroja, je potrebné zariadenie schopné meniť rýchlosť otáčania jeho kotvy. Na tento účel je vhodné aj hotové riešenie, ktoré je možné zakúpiť aj v Číne a nazýva sa PWM regulátor.

Nižšie je schéma, z ktorej je zrejmé, ako je regulátor otáčok pripojený k motoru. Regulátor regulátora s digitálnym displejom sa zobrazuje na prednom paneli skrinky.
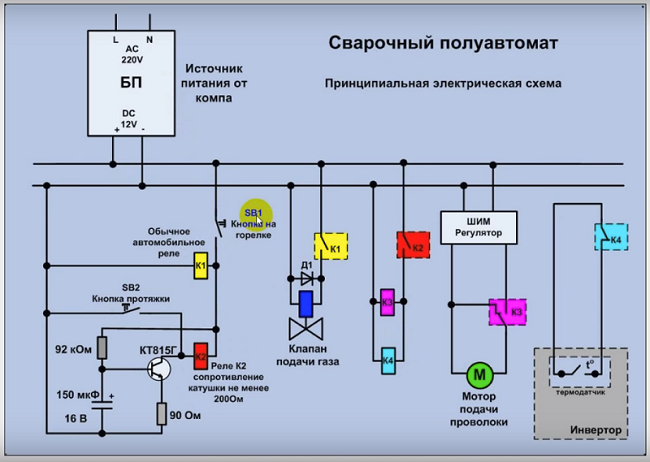
Ďalej je potrebné nainštalovať relé plynového ventilu, Ovláda tiež štart motora. Všetky tieto prvky musia byť aktivované stlačením tlačidla štartu umiestneného na rukoväti horáka. V tomto prípade musí byť prívod plynu do zváracieho bodu vpred (asi 2-3 sekundy) od začiatku posuvu drôtu. Inak sa oblúk vznieti v prostredí atmosférického vzduchu a nie v prostredí ochranného plynu, v dôsledku čoho sa elektródový drôt roztaví.
Oneskorené relé pre domáce poloautomatické zariadenie môže byť zostavené na základe 815. tranzistora a kondenzátora, Na dosiahnutie prestávky 2 sekundy postačuje kondenzátor 200-2500 uF.
Elektromagnetický uzatvárací ventil umiestnená na akomkoľvek mieste, kde nebude zasahovať do prevádzky mobilných uzlov a je pripojená k obvodu podľa schémy. Vzduchový ventil môžete použiť od GAZ 24 alebo si kúpiť špeciálny ventil určený pre poloautomaty. Ventil je zodpovedný za automatický prívod ochranného plynu do horáka. Zapne sa po stlačení štartovacieho tlačidla, umiestneného na horáku poloautomatického. Prítomnosť tohto prvku výrazne šetrí spotrebu plynu.


Ďalej, po montáži všetkých zostáv do skrine bude pripojenie k meniču pre poloautomatické zváranie pripravené na prevádzku.


Ale ako už bolo uvedené, charakteristiky prúdového napätia (VAC) meniča nie sú vhodné na plnú prevádzku poloautomatického zariadenia. Preto na to, aby poloautomatické zariadenie pracovalo v tandeme so striedačom, sú potrebné malé zmeny v jeho elektrickom obvode.
Úprava meniča WAH
Ak chcete zmeniť IVC meniča, existuje mnoho schém, ale najjednoduchší spôsob, ako to urobiť, je nasledovné:
- pomocou zariadenia fluorescenčná tlmivka podľa schémy uvedenej nižšie;
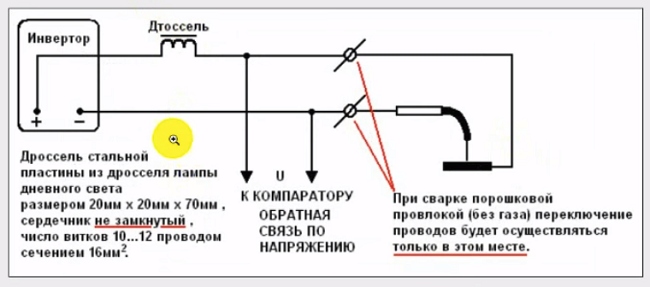
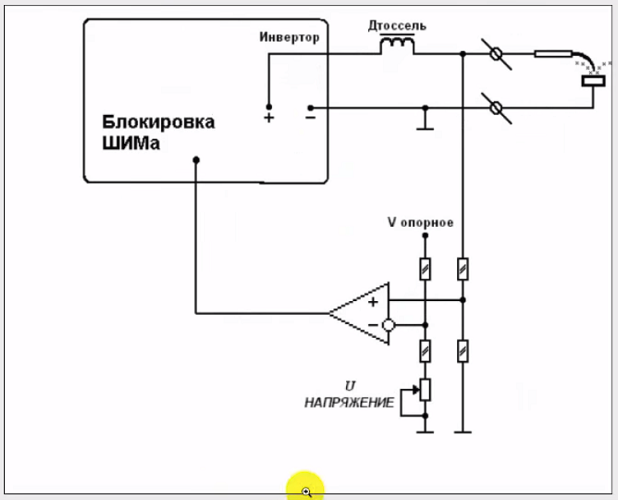
- pre pripojenie zmontovaného zariadenia budete musieť zostaviť ďalšiu jednotku nasledovne;
- tak, aby snímač prehriatia nepracoval na meniči, je potrebné spájať (paralelne) optočlen naň, ako je znázornené na nasledujúcom diagrame.
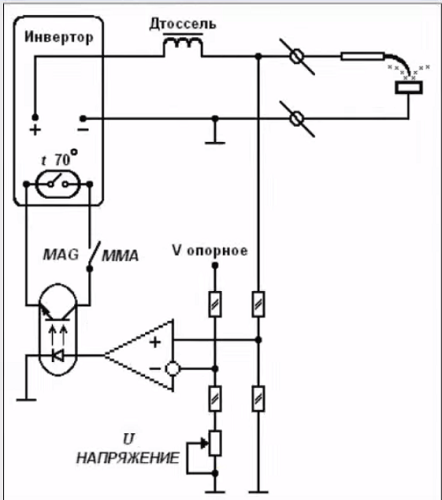
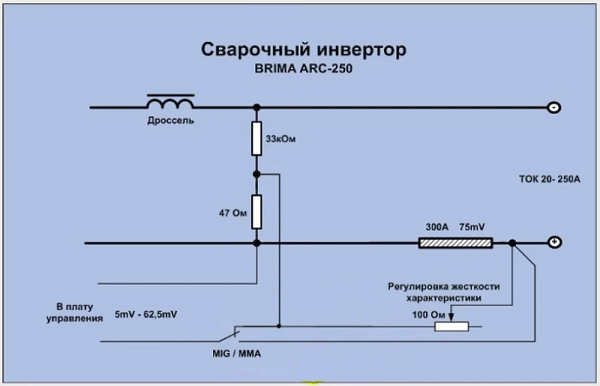
Ale ak je riadený zvárací prúd v meniči so skratom, potom môžete zostaviť jednoduchý obvod troch odporov a prepínač režimu, ako je znázornené nižšie.
Výsledkom je, že premena zváracieho invertora na poloautomatické zariadenie bude stáť 3-krát lacnejšie ako už hotová jednotka. Samozrejme, pre samo-montážny prístroj, budete musieť mať nejaké znalosti v rádiovom priemysle.
/rating_off.png)











